Our laboratory
Our laboratory is not just a place for conducting research, but a real scientific base where we make every effort to ensure the quality and safety of the products we offer to our customers. The work of our laboratory is based on several key principles:
- Adherence to Standards: We strictly adhere to the requirements of national and international standards for honey and bee products. This allows us to ensure the high quality of our products and the trust of consumers.
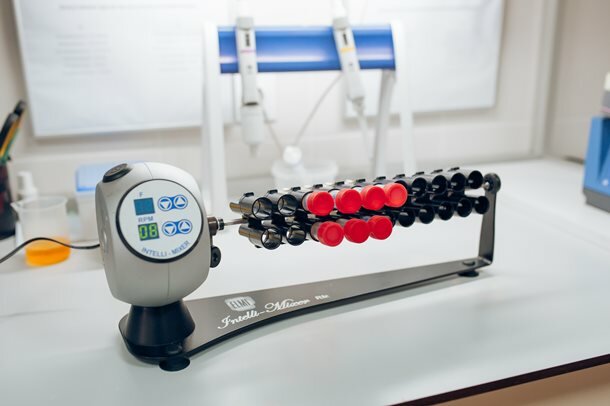
- Modern Equipment: Our laboratory is equipped with advanced means for conducting analyzes and research. We use specialized devices to measure the physical and chemical parameters of honey, which allows us to obtain reliable results.
- Qualified Personnel: Our team consists of highly qualified specialists who have deep knowledge in the field of analytics and beekeeping. They are constantly improving their qualifications to be on trend with the latest scientific developments.
- Research in Four Directions: Our laboratory conducts honey research in four key directions. Physico-chemical analysis allows us to determine the composition of honey and detect any unwanted impurities. Pollen analysis helps determine the origin of honey and its quality. Organoleptic analysis perceives the taste, aroma and color of honey, making it more attractive to consumers. Analysis of antibiotic residues in honey is our guarantee of product safety.
- Mission and Strive for Improvement: Our mission is to provide the world with access to natural and safe honey. We are proud of our work and are always ready for new challenges ahead of us.We believe that only through high standards and scientific accuracy can we make the world healthier and tastier.
Our laboratory is the guarantee of our success and the trust of our customers. We continue to research and improve the quality of honey so that you can always enjoy the best products.
Our scientific laboratory has a rich and interesting path to its formation. The history of the laboratory determines its modern reputation as a reliable research center that studies honey and its quality. Here are some highlights of our story:
- Beginning of Research: Our laboratory was founded in 1990, when a group of scientists and researchers began to jointly investigate the nature of honey and ways to improve its quality. The first experiments were focused on physical and chemical analyses.
- Development of Methods: Over time, our laboratory developed and improved honey research methods. We have also expanded the range of tests, including pollen analysis, organoleptic analysis and determination of antibiotic residues.
- Cooperation with Other Laboratories: We had successful cooperation with other scientific centers and laboratories of both national and international level. This made it possible to exchange research methods and achievements.
- Modern Equipment: Our laboratory constantly invests in modern equipment and technology to ensure the accuracy and reliability of our research. We also regularly train our staff to use new techniques.
- Research for Consumers: One of our main goals in this research center is to ensure the safety and quality of honey for consumers.Our work is aimed at identifying any potential threats and improving product quality.
The history of our laboratory testifies to our passionate commitment to scientific research, product quality and consumer safety. We are proud of our past, but we always look to the future, ready for new challenges and achievements in the field of science and technology.
In our laboratory, compliance with safety techniques is a very important component of our work. We make every effort not only to ensure the quality of research, but also to preserve the safety of our employees and the surrounding environment. Here are some key aspects of safety in our lab:
- Protection Against Harmful Substances: During honey processing and analysis, we use special protection for the eyes, face and respiratory tract. This includes the use of safety glasses, masks and special suits.
- Ventilation: Our laboratory is equipped with an effective ventilation system, which ensures the removal of harmful vapors and prevents their accumulation in the room.
- Regular Instrument Calibration: All analytical instruments used in our research are regularly calibrated and tested to ensure the accuracy of the results.
- Safe Handling of Substances: We always work with chemicals in specially equipped headsets and on protected work tables.
- Waste Disposal: Waste from honey processing is processed and disposed of in accordance with all standards and requirements for environmental safety.
- Training and Preparation: All employees undergo mandatory training on safety techniques and rules for working with chemicals. They also maintain up-to-date knowledge in this area.
- First aid kit and first aid: Our laboratory always has a first aid kit with the necessary medical supplies for providing first aid in case of need.Safety compliance is a priority for us, as it ensures not only the safety of our employees, but also the reliability of our research. We strictly adhere to all requirements and regulations to ensure the success of our scientific projects and the safety of consumers. Everything you need can be purchased on the website of an online pharmacy without leaving your home.
One of the most important components of our work is detailed quality control. We strive to guarantee the highest quality of our research and products, and this is achieved through systematic and strict control at every stage of our activities.
Here are the main aspects of our detailed quality control:
- Selection of raw materials: We only cooperate with reliable suppliers of raw materials that meet the highest quality standards.
- Analysis of raw materials: Each batch of raw materials is subjected to mandatory physical and chemical analyzes to determine its compliance with standards.
- Research and development: Our team of researchers works intensively on improving the methods of analysis and technological processes to ensure the best quality of products.
- Production process: Each stage of production is monitored, and deviations from standards are immediately corrected.
- Final control: Finished products are subjected to final analysis and inspection before being sent to the market.
- Internal audit: We regularly conduct internal quality audits to ensure the effectiveness of our control systems.
- Customer Feedback: We are always open to receiving feedback from our customers and take steps to correct any issues if they arise.
Detailed quality control is not just a requirement, but also our work philosophy.We carefully study, analyze and improve every aspect of our production to ensure that our customers receive the highest quality products they can expect.
Our laboratory guides the work by the requirements of national and international standards to guarantee the quality and safety of our product. Our qualified personnel use modern methods and equipment, constantly improve their skills to not only move with the times, but also to be ready to meet new challenges ahead.
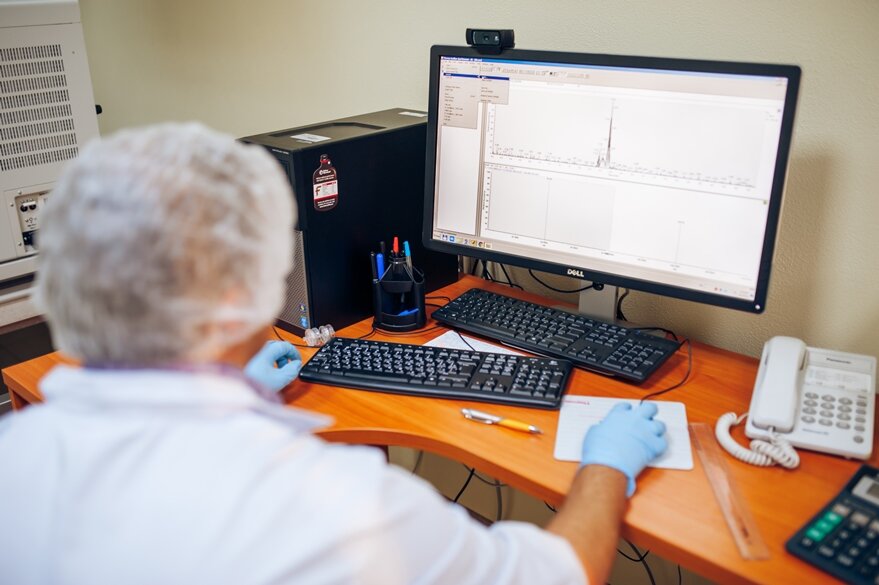
Our laboratory performs honey research in four areas: physicochemical analysis, pollen analysis, organoleptic analysis and determination of antibiotic residues in honey. Common internationally accepted methods are used to determine physicochemical indicators. The pollen counts of the honey sample are calculated with a microscope. Antibiotic residues are detected with the help of ELISA (enzyme-linked immunosorbent assay) using test systems of world-famous manufacturers and also with the help of a highly sensitive method LC-MS / MS (liquid chromatography-triple quadrupole mass spectrometry method) that was implemented in 2016. By purchasing of specialized equipment of Thermo Scientific and implementing a highly sensitive method LC-MS / MS, our laboratory has achieved a qualitatively new level of determination of antibiotic residues.